
服務(wù)熱線
13702918602


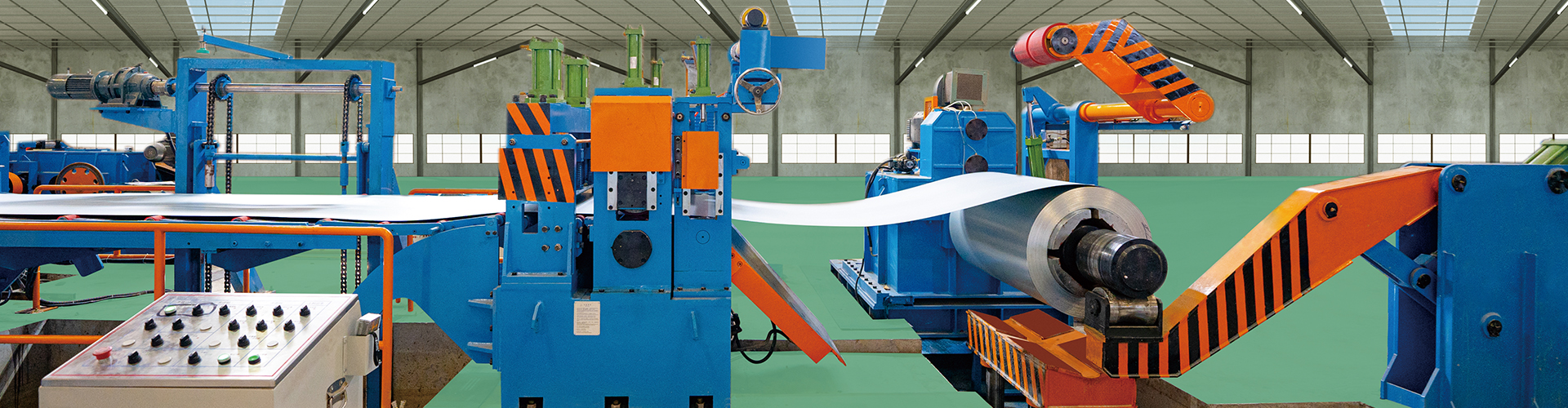









淺析分條機卷取擦傷主要原因
您知道有哪些因素會導(dǎo)致分條機卷取擦傷嗎?下面小編來為大家具體分析下。
在分條機設(shè)備進行縱剪的過程中,如果鋼卷是以松弛狀態(tài)進行卷的話,那么鋼卷內(nèi)部各層就會發(fā)生滑動。這樣一來,就可能會導(dǎo)致鋼板表面產(chǎn)生各種各樣的擦傷,以及劃傷的點反復(fù)摩擦產(chǎn)生的擦印。
事實上,在分條機設(shè)備運行過程中,即便是正常卷取的鋼卷,在超過正常張力的情況下進行卷取也會產(chǎn)生擦傷。根據(jù)生產(chǎn)經(jīng)驗來分析的話,其中主要包括以下三種情況:
1,由于開卷機設(shè)置不合理所造成的擦傷。主要包括的情況有:操作分條機的過程中,開卷機所加的反張力超過母材卷取張力時,縱剪機分條機,或者開卷機所加剎車不足時,或者開卷機止壓輥壓力不足時都會引起鋼卷松弛,進而產(chǎn)生擦傷。此外,卷取松弛的鋼卷上機開卷時也會重新拉緊進而產(chǎn)生擦傷。一旦開卷機反張力過大,鋼板被拉開變松時突然卷緊,也會產(chǎn)生擦傷。所以作業(yè)完了時要采取措施減小剎車力。
2,由于收卷機設(shè)置不當(dāng),保定分條機,從而造成的卷取擦傷。在分條機組停止之后,再啟動的過程中就容易出現(xiàn)松卷。剪切外圈的松弛、退卷時鋼卷橫向錯位等等都會產(chǎn)生擦傷。此外,直拉式剪切,松弛的鋼卷插上芯軸重新卷緊時,自動分條機,都會發(fā)生卷取擦傷。
3,種情況則是受手搖脹縮器影響而產(chǎn)生的卷取擦傷。在分條機紫銅張力不足的狀態(tài)下卷取的松弛卷,分條機視頻,用手搖脹縮器張緊時,會錯位卷取從而發(fā)生擦傷。此外,活套內(nèi)鋼帶的橫向擺動、重疊也會發(fā)生擦傷。






圓盤刀的直徑與厚度 :
<a href='www.jnzeye.cn'縱剪機<a href='www.jnzeye.cn'圓盤刀的軸向側(cè)隙預(yù)留的大小要根據(jù)剪切帶材的厚度及強度確定。一般保證撕裂區(qū)與剪切區(qū)的比例為2:1左右,可根據(jù)剪切斷面顏色及粗糙判斷側(cè)隙是否合適:斷面光滑發(fā)亮,側(cè)隙太小;斷面鉛灰色,側(cè)隙略小;斷面白色略帶鉛灰色,側(cè)隙合適;斷面白色,呈顆粒狀粗燥,側(cè)隙太大。如果側(cè)隙過大,會出現(xiàn)剪切毛刺現(xiàn)象。如果側(cè)隙過小,會導(dǎo)致圓盤剪負荷過大,刀盤磨損嚴重,使用周期較短。在生產(chǎn)過程中,圓盤刀兩側(cè)的側(cè)隙值要盡可能一致。因為側(cè)隙大的一側(cè),剪斷局部的壓痕就會變大,比側(cè)隙小的一側(cè)對帶料的拉伸要大,就會出現(xiàn)剪切鐮刀彎。特別是板厚與板幅的比率較小的鋼板(窄鋼帶)出現(xiàn)鐮刀彎的幾率就比較大。
重合量:
刀軸精度:刀軸精度包括刀軸的水平擺動、垂直擺動和軸向竄動。通常要求刀軸的水平擺動和垂直擺動精度要求在±0.005mm以內(nèi)。軸向竄動精度要求在±0.005mm以內(nèi)。刀軸精度對于實現(xiàn)刀盤側(cè)隙的穩(wěn)定性及刀盤的偏擺起著非常重要的作用









一、分條機特性
1、分條機組采用可編程序設(shè)計,根據(jù)板材的性質(zhì)自動切換生產(chǎn)線的工作模式,可明顯提高生產(chǎn)效力及降低保養(yǎng)頻率。
2、掛料開卷機及收卷機的脹縮液壓缸采用一體成型設(shè)計,故障率低。
3、開卷機、縱剪主機、收卷機的主軸上均配置了率的碟式張力剎車組合,以空壓回路調(diào)整,并于特定狀況下自動作出瞬間張迫剎車動作,以免鋼卷松脫。
4、夾送機主動送料,并能自動與生產(chǎn)線同步運行。
5、縱剪主機采用一體式機座及分離式傳動結(jié)構(gòu),能有效提高機械結(jié)構(gòu)的鋼性,同時降低縱剪刀片的震動幅度,提高成品質(zhì)量。
6、縱剪刀軸基準平面振幅精度均在0.006mm以內(nèi),能較好的延刀具使用壽命及確保成品精度。
7、卷邊絲采用張力式卷取,并配置滑差結(jié)構(gòu),能有效提高機械操作的穩(wěn)定性。
8、直壓式張力阻尼結(jié)構(gòu)采用彈性佳、磨阻系數(shù)高的羊毛氈為面料,確保設(shè)備生產(chǎn)時的運行順暢;此外,另配有壓力平衡裝置,使受壓面雙側(cè)壓力均衡。
9、分隔壓料機構(gòu)采用液壓可調(diào)試背壓組合,以穩(wěn)定壓力,隨卷徑增大而自動上升,并始終有效壓住鋼卷。
10、成品收卷的自我張力設(shè)計,能提高成品收卷的緊密度。



掃一掃手機網(wǎng)站


 在線客服
在線客服 13702918602
13702918602 540688421@qq.com
540688421@qq.com