
服務(wù)熱線
13702918602











1.分條機的簡單定義是什么?其刀軸轉(zhuǎn)動,是通過什么來實現(xiàn)的?
分條機的簡單定義,是為將帶材等縱切成若干所需規(guī)格的帶條的一種機器設(shè)備。所以,這一設(shè)備的主要用途,是為剪切工作。其的刀軸轉(zhuǎn)動,則是由萬向聯(lián)軸節(jié)、同步齒輪箱等來實現(xiàn),其動力是由變頻調(diào)速傳動來提供。其中,同步齒輪箱是由鋼板焊接而成,并經(jīng)過了定性處理。
2.分條機的刀具,是由螺母鎖緊的嗎?刀片寸是否要與刀軸寸相匹配?
分條機的刀具,是由螺母鎖緊的,而且是有左右旋螺母各1個。所以,在問題一上,其為是。而分條機這一設(shè)備中,其刀片尺寸肯定要與刀軸尺寸相匹配,否則,刀片和刀軸無法正常工作和使用,進而,會影響到分條機的正常運行和剪切效果。
3.分條機怎樣操作?縱剪分條機是否有主要參數(shù)?
分條機的操作,-般是可以通過產(chǎn)品說明書來了解和掌握,而且,產(chǎn)品在出廠時,縱剪分條機視頻,是會有相應(yīng)的產(chǎn)品說明書的,以供使用者查看。縱剪分條機,云南分條機,其是分條機中的一種,所以,其是有主要參數(shù)的,而且,這也是可以肯定的。
4.立式和臥式分條機,以及圓刀和直的刀的分條機,它們之間的區(qū)別分別是什么?
立式和臥式分條機,這是分條機的兩個具體種類,這兩種分條機的原理是一樣的,但在放料方式和結(jié)構(gòu)形式上,是不一樣的,因為前者是前面放料,后者是后面放料。而圓刀和直的刀的分條機,這兩種分條機的區(qū)別是在用途上,前者是為皮料的剪切,后者是布料、無紡布等材料的剪切。

我們知道,如今在進行分切過程中,分條機械廠,對于分條機設(shè)備的精度要求越來越高。想要達到精度要求,那么就必須要確保良好的分切品質(zhì)。什么才能稱得上良好的分切品質(zhì)呢?事實上,對于分條機而言,不是將材料徹底的切斷,而是剪斷面和折斷面都存在的切斷結(jié)果。
這樣的情況就屬于良好的切斷,這種分切質(zhì)量不僅可以保證產(chǎn)品精度,而且還可以降低刀具的磨損,延長分條機設(shè)備的使用壽命。為了達到這一要求,不僅要注意控制各個間隙,同時還要在切斷點選擇適合的壓板。我們知道,在切斷點發(fā)生的切斷阻力將會使材料發(fā)生彎曲,扭曲等變形。
不僅如此,在這個區(qū)域內(nèi),避免電鍍過的端子材料也比較容易發(fā)生劃傷,金屬分條機廠家,因而需要選擇適合的壓板形式。同時考慮到電級材料的分條加工也需要更加提高切斷品質(zhì),安全生產(chǎn)并降低運行成本。此時需要為分條機設(shè)備搭配適合的刀座。在設(shè)計刀座的時候,一般要注意能夠簡單的設(shè)定水平間距和重疊量。
而且在分條機設(shè)備運行的過程中,其能夠確保分切工作穩(wěn)定在所設(shè)置的范圍內(nèi)。此外還有必要對刀軸的水平位置進行相應(yīng)的調(diào)整。可以通過在操作面板以數(shù)字來設(shè)定水平間距量,并且在運行中也實時監(jiān)測調(diào)整下軸位置,使得因膨脹等原因引起的水平間隙量的變化降至較小。
結(jié)合以上介紹可以看出,在分條機設(shè)備運行過程中,必須要嚴(yán)格控制其的分切質(zhì)量。不僅要注意合理操作,而且對于其各裝置的控制也會影響到分切品質(zhì)和成品卷形狀。特別是對于刀軸的驅(qū)動與控制以及材料速度的控制是非常重要的。




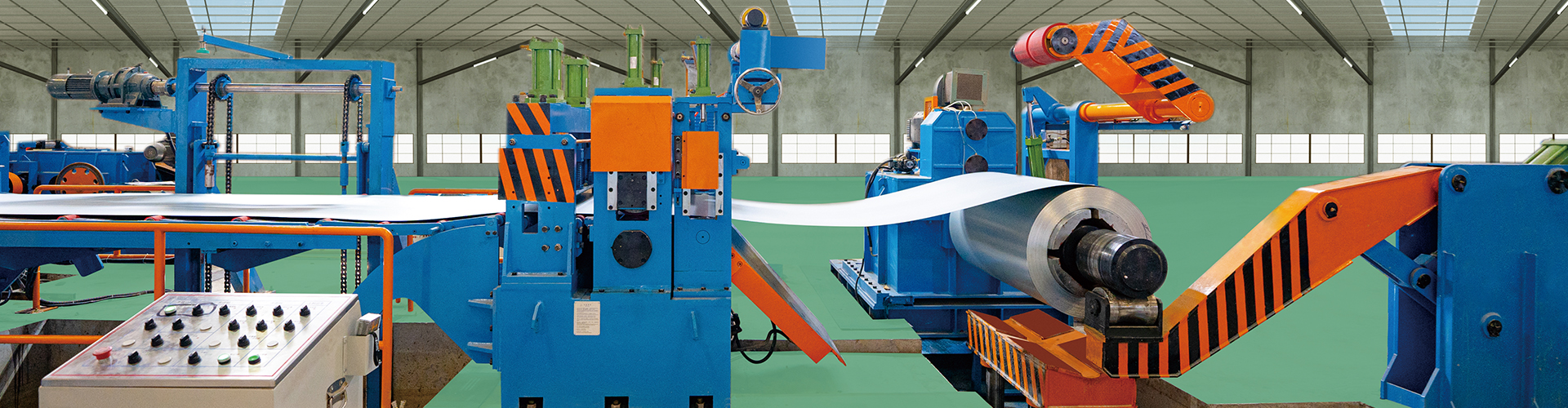
縱向剪切是指沿著帶材的軋制方向,把較寬的帶材參照所需要的寬度剪切成不同規(guī)格的條料。通常情況下,分條機組中除了主機之外,主要包括的生產(chǎn)裝置有開卷機、檢測裝置、張緊裝置、收卷機、各種導(dǎo)向裝置及裝卸料小車等。
由于在使用過程中調(diào)整不當(dāng),分條機可能會出現(xiàn)某些故障,致使產(chǎn)品出現(xiàn)一些損傷。剪切毛刺缺陷,是常見的問題之一,也是影響后道工序及變壓器鐵心質(zhì)量的關(guān)鍵因素。接下來我們就針對毛刺產(chǎn)生的原因進行簡單介紹。
分條機設(shè)備剪切斷面常出現(xiàn)的毛刺缺陷主要包括有:連續(xù)性的毛刺超差;斷續(xù)性的毛刺,且有亮點(白點);單純性的白點;微小翻邊;較大的折皺(荷葉邊)等。這些缺陷的存在不僅僅會影響到帶材的表面質(zhì)量,同時還會對其的使用性能產(chǎn)生一定的不利影響,并且會給給企業(yè)帶來較大的經(jīng)濟損失。
分條機剪切原理分析:設(shè)備在進行剪切的過程中,帶材的變形過程中主要是由于滾剪刀受拉動上下滾剪刀,以相等于銅鋁帶的運動速度做圓周運動,上下滾剪刀的刃口距離隨著刀體的不斷旋轉(zhuǎn)而逐漸減小,帶材被刀刃不斷地切入而發(fā)生變形,共經(jīng)過彈性變形、剪切變形和斷裂三個階段而被完全剪斷。
在分條機剪切的過程中,由于上下滾剪刀之間的間隙不同,所產(chǎn)生的毛刺大小也就不同。要想獲得較小的剪切毛刺,兩刀具的間隙值應(yīng)較小。一切檢查無誤后,即可正常剪切。剪切時,要求分條機刀具的重合度不得超過帶材厚度的一半。










掃一掃手機網(wǎng)站


 在線客服
在線客服 13702918602
13702918602 540688421@qq.com
540688421@qq.com