
服務(wù)熱線
13702918602











圓盤刀的直徑與厚度 :
縱剪機(jī)圓盤刀的軸向側(cè)隙預(yù)留的大小要根據(jù)剪切帶材的厚度及強(qiáng)度確定。一般保證撕裂區(qū)與剪切區(qū)的比例為2:1左右,可根據(jù)剪切斷面顏色及粗糙判斷側(cè)隙是否合適:斷面光滑發(fā)亮,側(cè)隙太小;斷面鉛灰色,側(cè)隙略小;斷面白色略帶鉛灰色,側(cè)隙合適;斷面白色,巴彥淖爾分條機(jī),呈顆粒狀粗燥,側(cè)隙太大。如果側(cè)隙過大,會出現(xiàn)剪切毛刺現(xiàn)象。如果側(cè)隙過小,會導(dǎo)致圓盤剪負(fù)荷過大,刀盤磨損嚴(yán)重,使用周期較短。在生產(chǎn)過程中,圓盤刀兩側(cè)的側(cè)隙值要盡可能一致。因?yàn)閭?cè)隙大的一側(cè),剪斷局部的壓痕就會變大,比側(cè)隙小的一側(cè)對帶料的拉伸要大,就會出現(xiàn)剪切鐮刀彎。特別是板厚與板幅的比率較小的鋼板(窄鋼帶)出現(xiàn)鐮刀彎的幾率就比較大。
重合量:
刀軸精度:刀軸精度包括刀軸的水平擺動、垂直擺動和軸向竄動。通常要求刀軸的水平擺動和垂直擺動精度要求在±0.005mm以內(nèi)。軸向竄動精度要求在±0.005mm以內(nèi)。刀軸精度對于實(shí)現(xiàn)刀盤側(cè)隙的穩(wěn)定性及刀盤的偏擺起著非常重要的作用












佛山市泓眾機(jī)械設(shè)備有限公司是一家以臺灣先進(jìn)技術(shù)為設(shè)計(jì)基礎(chǔ),集研發(fā)、設(shè)計(jì)、生產(chǎn)、銷售、安裝為一體的專業(yè)制造金屬縱剪分條機(jī)、整平橫剪機(jī)、高速飛剪機(jī)組的機(jī)械設(shè)備制造商。
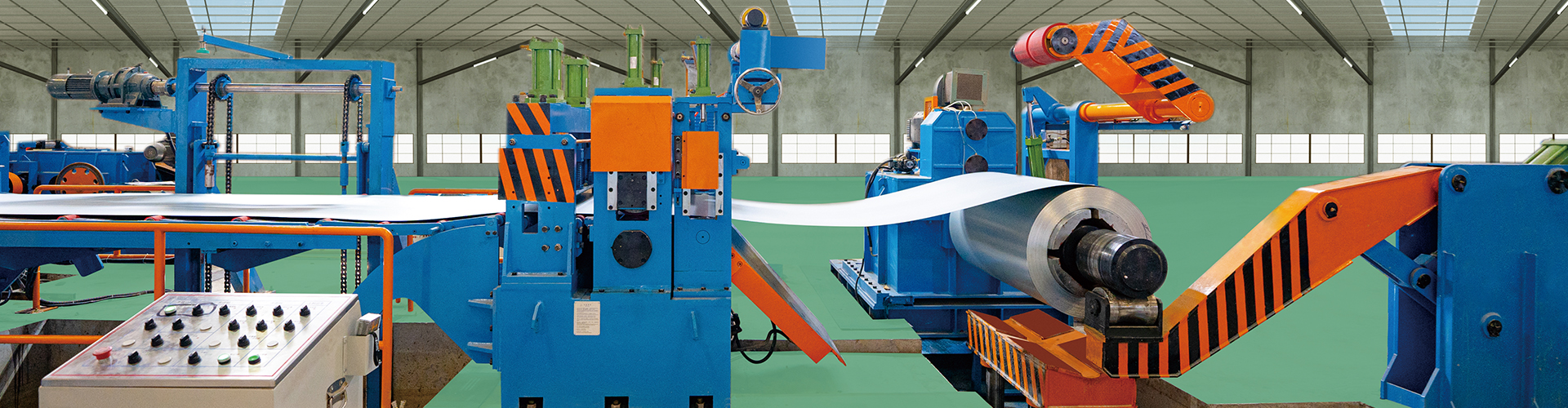
金屬分條機(jī)運(yùn)用:廣泛用于汽車、農(nóng)用車、集裝箱、家電、包裝、建材等金屬板材加工行業(yè)。隨著膠帶分條機(jī)生產(chǎn)設(shè)備的更新?lián)Q代, 由低速到高速, 從窄幅到寬幅, 到目前, 膠帶分條機(jī)產(chǎn)設(shè)備已代替進(jìn)口。這為膠帶生產(chǎn)廠家節(jié)約了外匯、減輕了生產(chǎn)成本。隨著工業(yè)發(fā)展,縱剪分條機(jī)視頻,分條機(jī)廣泛應(yīng)用于各行各業(yè)。

縱向剪切是指沿著帶材的軋制方向,把較寬的帶材參照所需要的寬度剪切成不同規(guī)格的條料。通常情況下,分條機(jī)組中除了主機(jī)之外,主要包括的生產(chǎn)裝置有開卷機(jī)、檢測裝置、張緊裝置、收卷機(jī)、各種導(dǎo)向裝置及裝卸料小車等。
由于在使用過程中調(diào)整不當(dāng),分條機(jī)可能會出現(xiàn)某些故障,致使產(chǎn)品出現(xiàn)一些損傷。剪切毛刺缺陷,是常見的問題之一,也是影響后道工序及變壓器鐵心質(zhì)量的關(guān)鍵因素。接下來我們就針對毛刺產(chǎn)生的原因進(jìn)行簡單介紹。
分條機(jī)設(shè)備剪切斷面常出現(xiàn)的毛刺缺陷主要包括有:連續(xù)性的毛刺超差;斷續(xù)性的毛刺,且有亮點(diǎn)(白點(diǎn));單純性的白點(diǎn);微小翻邊;較大的折皺(荷葉邊)等。這些缺陷的存在不僅僅會影響到帶材的表面質(zhì)量,同時還會對其的使用性能產(chǎn)生一定的不利影響,并且會給給企業(yè)帶來較大的經(jīng)濟(jì)損失。
分條機(jī)剪切原理分析:設(shè)備在進(jìn)行剪切的過程中,帶材的變形過程中主要是由于滾剪刀受拉動上下滾剪刀,以相等于銅鋁帶的運(yùn)動速度做圓周運(yùn)動,全自動分條機(jī)視頻,上下滾剪刀的刃口距離隨著刀體的不斷旋轉(zhuǎn)而逐漸減小,帶材被刀刃不斷地切入而發(fā)生變形,共經(jīng)過彈性變形、剪切變形和斷裂三個階段而被完全剪斷。
在分條機(jī)剪切的過程中,由于上下滾剪刀之間的間隙不同,所產(chǎn)生的毛刺大小也就不同。要想獲得較小的剪切毛刺,縱剪分條機(jī),兩刀具的間隙值應(yīng)較小。一切檢查無誤后,即可正常剪切。剪切時,要求分條機(jī)刀具的重合度不得超過帶材厚度的一半。





掃一掃手機(jī)網(wǎng)站


 在線客服
在線客服 13702918602
13702918602 540688421@qq.com
540688421@qq.com